The highest hygiene standards apply in cleanrooms. Contamination entering the cleanroom through personnel and material flows, among other things, must be avoided at all costs. The greatest source of contamination for the environment and, in the worst case, for the product is always the human being. Therefore, depending on the risk, there are strict clothing concepts are used in the cleanroom. When selecting these and other cleanroom accessories such as mop caps, shoe covers or goggles, cleanroom operators have the choice between disposable and reusable products. If the decision is made in favour of reusable products, proper reprocessing of the clothing and articles must be ensured.
The article explains what is important here.
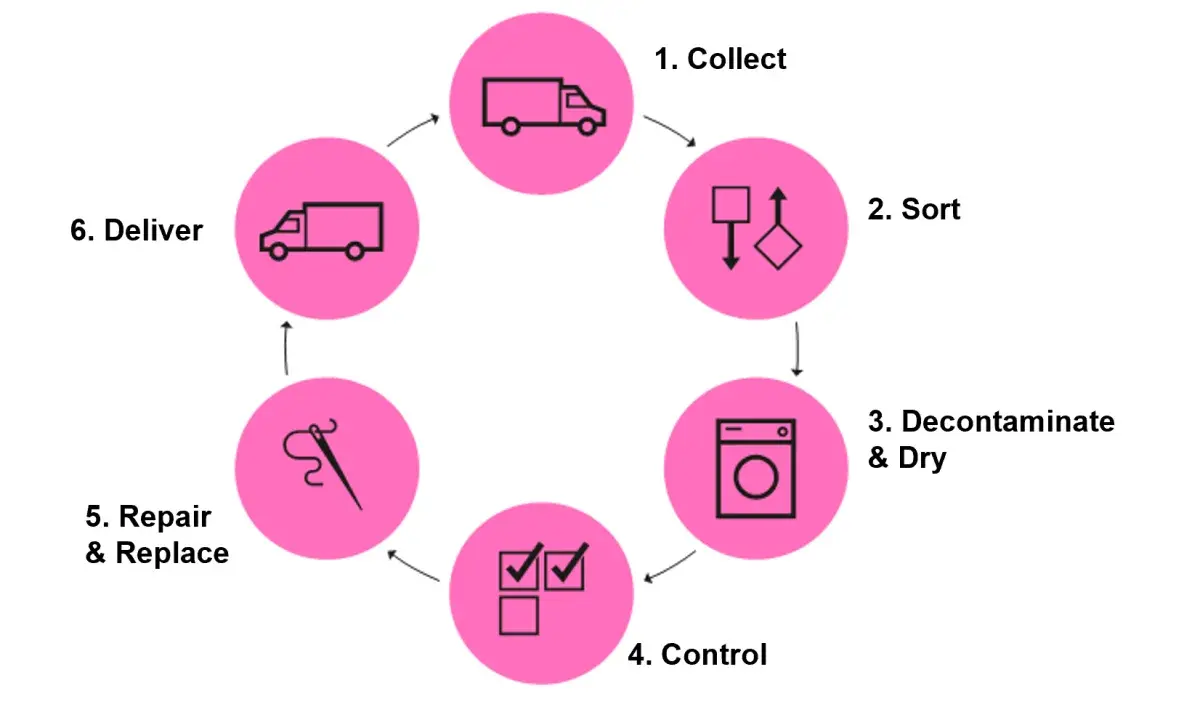
While single use articles are disposed of after use, reusable clothing are reprocessed for further use after use. This is done in a closed-loop system: worn clothing and used items are collected by the cleaning service provider, professionally decontaminated in a cleanroom laundry, inspected, packed and then made available to the customer again. This process requires the utmost care and adherence to strict guidelines from the collection of the products to their re-delivery.
Laundry selection
When choosing the appropriate cleanroom laundry, care must be taken to ensure that all regulatory requirements are met. Pharmaceutical manufacturers therefore conduct an audit of the laundry before commissioning it.
A very important criterion that must be ensured in a cleanroom laundry is the strict separation of dirty (impure) goods and clean (pure) goods. This is the only way to eliminate cross-contamination. Structural measures are optimal here: a separate area where the unclean goods are delivered and a separate area where the laundered goods are processed and then ready for collection.


In a cleanroom laundry, the laundry is processed strictly in 2 areas :
the unclean (left) and the clean side (right).
In addition, Cleanroom and non-cleanroom articles must be separated , e.g. workwear used outside of the cleanroom environments in order to avoid cross-contamination here as well. Workwear is often made of cotton, among other materials, which emits strong particles and often has contaminants such as oil stains.
Another important point is the independent certification of the cleanrooms used, which confirms compliance with the strict regulations. Often, the certification is carried out at rest. Relevant for reprocessing is the cleanroom class in the operating state. This defines the corresponding limits for e.g. the maximum permitted particle concentration.
Further criteria for the selection of a suitable cleanroom laundry are regular monitoring of the operating conditions, such as compliance with the cleanroom class and the function of the pressure cascade, as well as regular microbiological monitoring of surfaces, the air and the personnel. Since ISO 14644-1 does not specify any microbiological requirements, it is advisable to base the limit values on comparable classes according to the GMP guidelines. The critical points should be identified in a risk assessment and the testing frequency should reflect this.
In the cleanroom laundry, there should also be clear hygiene regulations for the laundry staff according to the different hygiene zones in order to avoid contamination from outside and/or by the staff themselves. Staff working with unclean goods should not enter clean areas without adapting to the corresponding zone concepts in terms of clothing and hygiene. Clothing that can be assigned to a hygiene zone by colour and illustrated clothing instructions at the entrances to the individual zones support the staff member in dressing adequately.


There are different coloured clothes in different hygiene zones - this should be clearly communicated to staff in notices.
The cleanroom laundry should also be able to demonstrate a suitable quality management system which, in addition to the daily work processes related to decontamination, includes other central topics to ensure consistent quality.
Equipment should be tested for suitability for its intended use through documented qualifications and approved for routine use by the independently operating quality assurance department. This equipment includes washing machines, dryers, packaging machines, but also water treatment systems, sterilisers and any equipment that influences the quality of the clean articles.
Regular preventive maintenance and inspections ensure that the equipment functions correctly throughout its lifecycle In addition, all processes that influence quality should be validated in a documented manner and checked at regular intervals.
The necessary knowledge on the preparation of cleanroom articles, as well as on how to behave in such regulated environments, is imparted to employees through special training. These should be conducted by experts and must be documented accordingly.
If deviations occur despite all the care taken, processes for analysing and evaluating the deviation should be implemented accordingly.
Emergency plans
Environmental disasters and technical defects can shut down parts of a cleanroom laundry or even entire plants. The provider should have appropriate contingency concepts and sufficient capacities. A major advantage in a full or partial relocation is harmonised systems and processes that ensure consistent quality.
Cleanroom articles in the circulation system
Once the appropriate cleanroom laundry has been found, the individual requirements for the professional reprocessing of the cleanroom items must be clarified. Like all products, they are also physically stressed through use and reprocessing. This can result in damage, e.g. tears, defective zips in the fabric, which limit functionality. To prevent damaged items from returning to the cycle, the cleanroom laundry must check all items for possible damage when they are reprocessed. Depending on the possible defect, the items are either professionally repaired or - if the item is no longer suitable for use in a cleanroom - replaced.
Determination and testing of the deployment cycles
Depending on the use of the cleanroom articles and the associated risks, the customer determines the maximum permissible use cycles together with the laundry. The number of cycles is checked at each incoming inspection. If an item reaches its maximum, it is automatically replaced. The recommendations of the VDI guideline 2083 sheet 9.2, for example, can be used to determine the maximum usage cycles. Since the customer's use also influences the lifecycle of articles, customer-specific studies can also be carried out. In these, the ageing phenomena and the associated influences are analysed and evaluated under real conditions.
Decontamination procedure
Strict rules also apply to the decontamination procedures used. They must be validated and subject to regular control. If goods are disinfected, RKI-listed disinfectants and procedures are suitable, for example.
In a decontamination process factors such as, temperature, exposure times, and quantity of detergents used, play an essential role. Process validation checks the interaction of these factors. Typically, based on the maximum temperature that can be used for a tissue, chemo-thermal disinfection is performed. In addition to the item to be decontaminated, the expected contamination plays an important role in selecting the appropriate process. Additional cleaning steps/procedures may be required such as pre-washing. It is therefore important to know the expected contamination from the customer's internal processes.
Regular checks should also be made to ensure that the process of decontamination has been carried out successfully. For this purpose, the cleanroom garments are examined for residual particles.
This is done either using the Helmke-Drum method, as described in IEST RP CC003.4, or modified according to ASTM F51. In the Helmke-Drum method, whole garments are placed in a rotating drum and the particles dislodged by the movement are counted. In the ASTM method, particles of a defined area are actively loosened from the fabric (suction method). The results of the two methods are not comparable with each other. In addition, regular random samples of completely processed goods should be part of the microbiological controls.

Sterilisation
If decontamination by e.g. 7 log levels is not sufficient for use in the customer's cleanrooms, sterilisation of the cleanroom items is an option. As with decontamination, the service provider must have suitable, valid procedures. Steam sterilisation or irradiation are available, for example. Both procedures influence the service life of the articles. Compared to gamma irradiation with >25kgray, items sterilised with steam achieve higher cycles of use. Furthermore, no additional logistical effort is required, as steam sterilisation can take place within the cleanroom laundry. The type of sterilisation influences the period until the laundereditems are available to the customer again and thus also the amount of change items that the customer requires during the cleaning phase in the laundry.
In addition to killing germs, this also involves checking whether and how the material changes after the sterilisation process. Especially with articles such as glasses or overshoes, deformation or hardening are undesirable because they restrict wearing comfort or make it impossible to wear them.
Accompanying documentation
With few exceptions, cleanroom articles are equipped with a unique ID. This is done, for example, with barcodes or chips. These IDs are read into a corresponding ERP at the various stations of a cleanroom laundry and thus allow the history of a cleanroom item to be traced without gaps. Each reprocessing cycle is documented.

When the garment arrives at the laundry, it is scanned. Once it has been washed, dried and repacked, it is scanned out again at the goods issue department. The location of the garment can be seen at all times and all information about the processing procedure is recorded.
Customised requirements
In addition to the aforementioned topics, customer-specific needs play a role in the selection of the service provider.
If, for example, the customer does not yet have an established clothing concept, the service provider advises and develops an individual clothing concept (if necessary, with the involvement of manufacturers). Depending on the cleanroom class and process requirements, different models and variants are available.
When selecting the articles, the fabric should be chosen in a process-oriented manner. Due to stressed supply chains and the associated availability of materials, early disposition of the fabric is advisable.
Based on the number of employees and the intended change cycle, the required circulation quantity is determined. Other factors such as required sizes and buffers are included in the quantity calculation, as is the decision as to whether the clothing is assigned to wearers by name or whether so-called pool clothing is used.
The cleanroom class in which the garments are used by the customer determines the required cleanroom class in which the cleanroom articles are reprocessed.
After reprocessing, the clothing is placed in such a way that the patch with the required information such as size, wearer name, customer number is recognisable to the employee. Depending on the article, however, there may be additional requirements for the laying scheme. This includes, for example, buttoning up the legs of a coverall.

The form in which the cleanroom items are picked must also be jointly determined. While personal clothing is sorted by wearer name, pool clothing is typically sorted by size. If the customer has several delivery addresses and/or departments, this must also be taken into account when sorting.

Depending on the amount of clothing, different means of transport are available. From boxes to mesh trolleys to wardrobes, various solutions are offered. To ensure a smooth collection and delivery process, fixed delivery days are usually agreed for larger quantities.
Any documentation that may be required, such as the sterilisation protocol, which must be included with the delivery, must be agreed with the service provider.
Full-service suppliers can also offer additional services that usefully supplement the professional reprocessing of reusable cleanroom articles. These can be, for example, placing the cleanroom articles in the cabinets at the site or professional cleaning of the cleanroom environment, up to and including training of the client's employees.
First publication in cleanroom & processes 2, Nr.1, 28 – 32 (2023)